Automotive seat headrests passive&active clip mold
| Information | |
| Industry | Automotive |
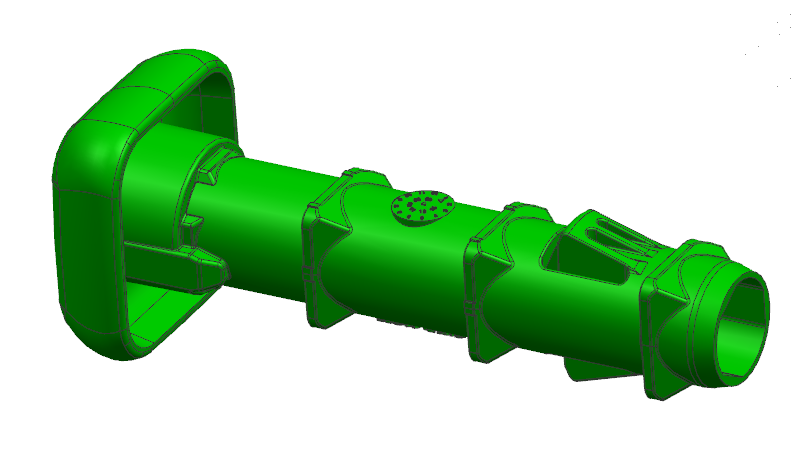
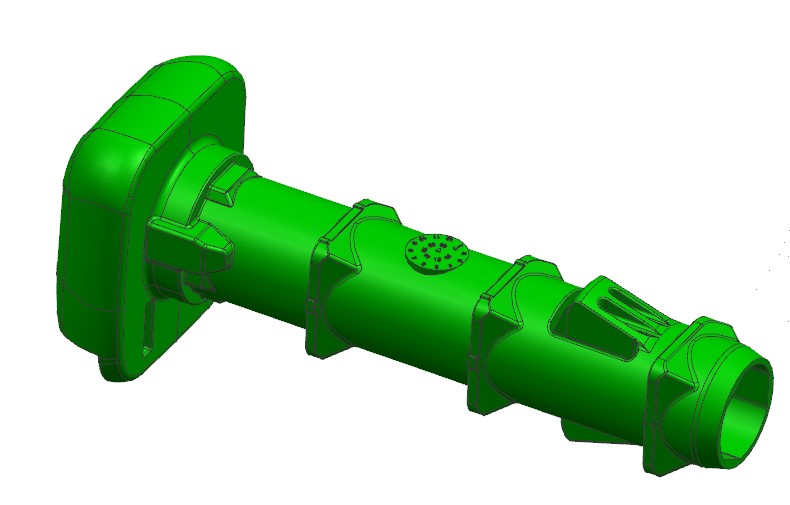
| Product | Active & Passive |
| Challenges | Deformation, critical dimension requirement |
| Technology | Injection mold |
| Surface Finish | SPI B1 |
| Material | PP |
| Quantity | 2+2 |
| Mold size | mm |

Products Introduction
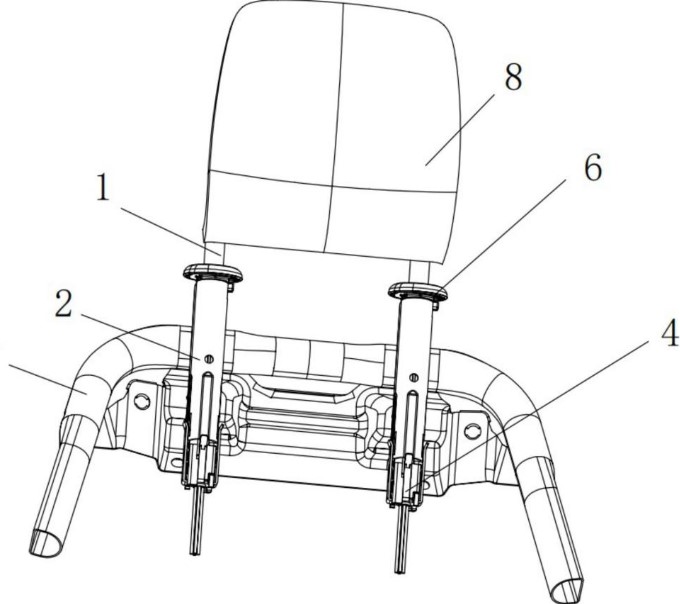
These types of clips are mainly used for:
- Height adjustment and locking of automotive seat headrests
- Assembly and positioning of seat backrests / seat cushions
- Seatbelt guides or quick-fit installation of interior trim components in some vehicle models
The passive clip (with the receiving housing) is pre-installed on the vehicle/trim panel.
The active clip (with the barbed shank) is aligned and pushed into the passive clip.
- The multi-stage barbs lock into place with an audible “click”, ensuring secure retention while allowing tool-free disassembly when needed.
- Low insertion force for ergonomic assembly.
- High holding force to prevent loosening under vibration.
- Designed for repeated installation/removal cycles.
DFM Analysis
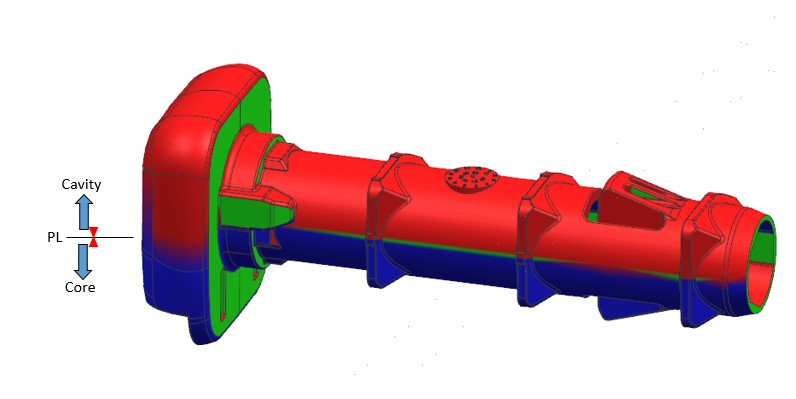
Mold design
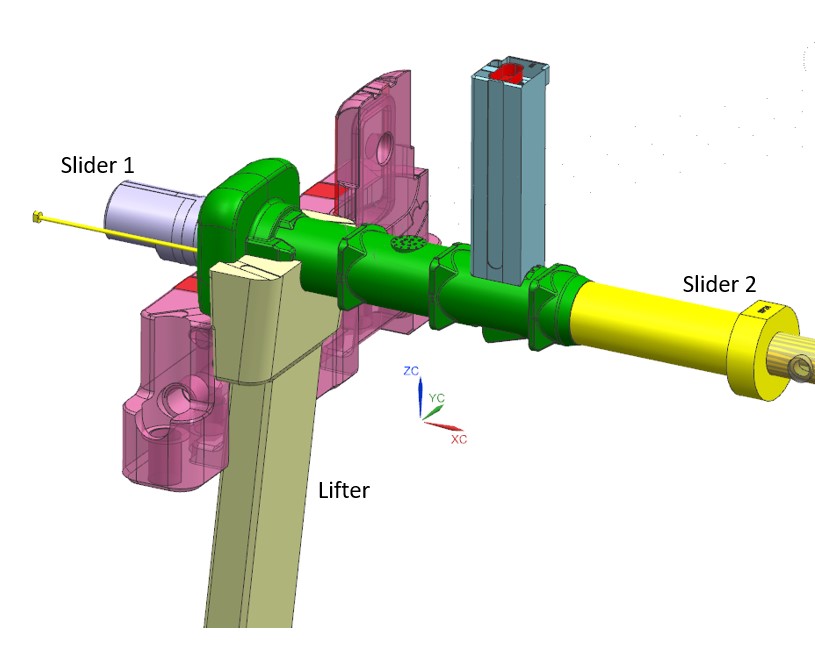
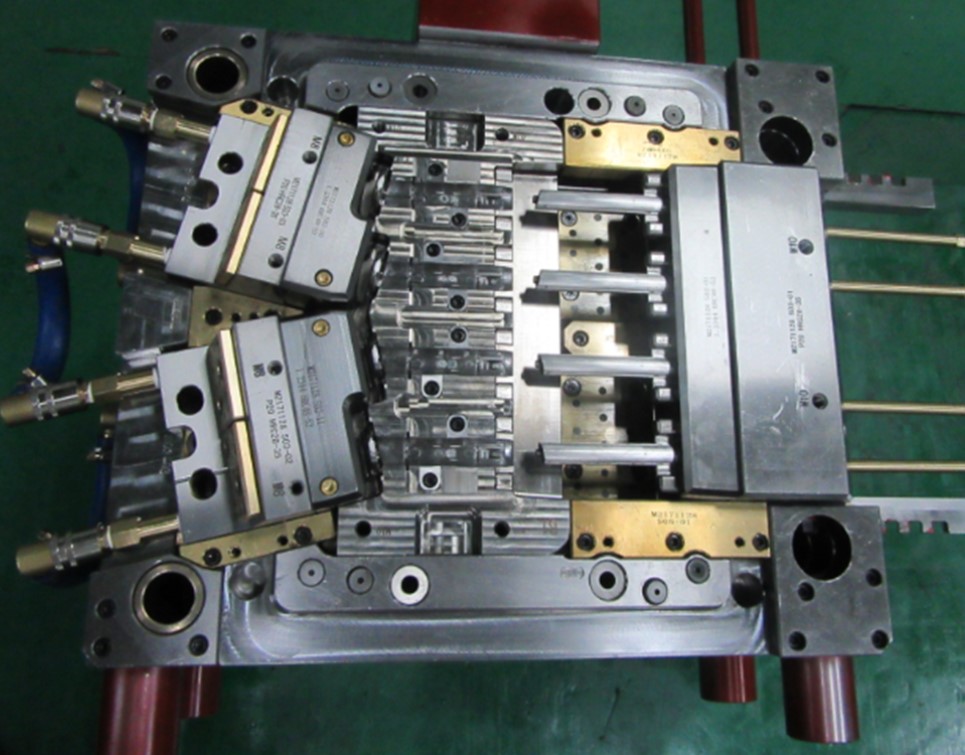
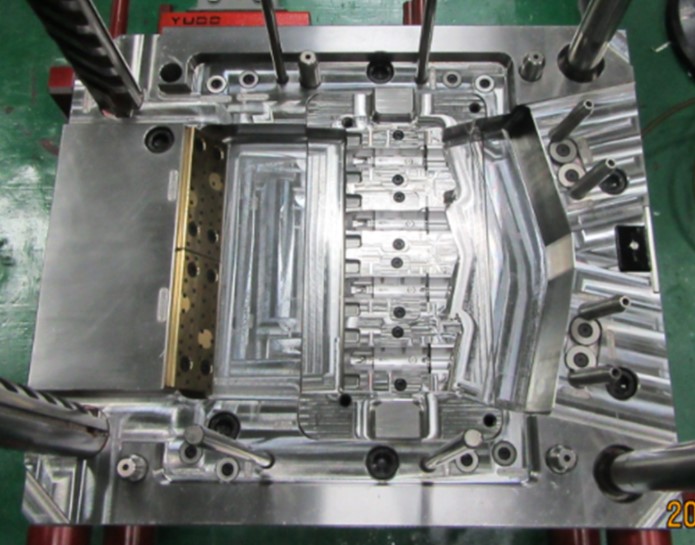
Mold making and Fitting
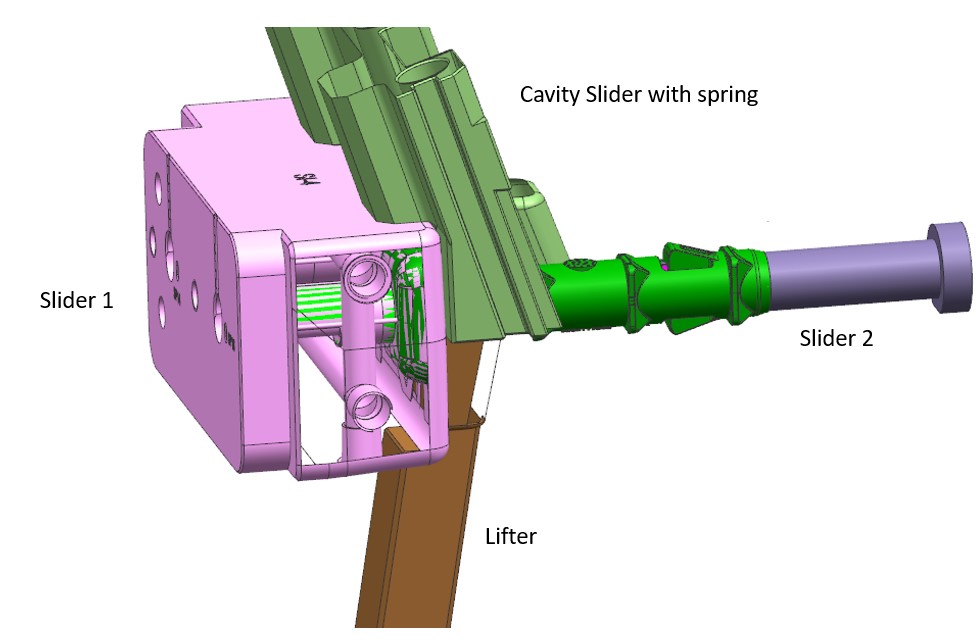
Key point on the part
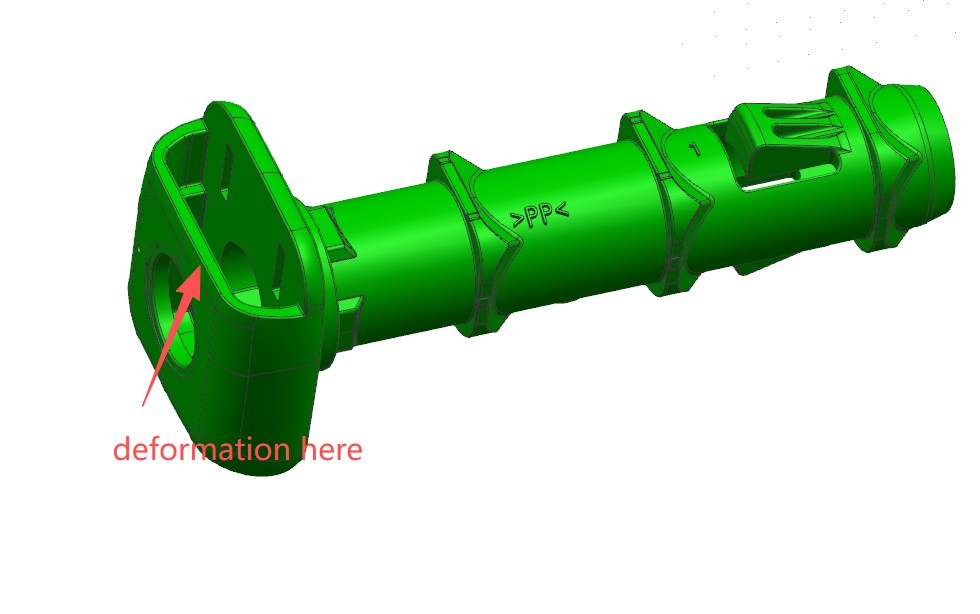
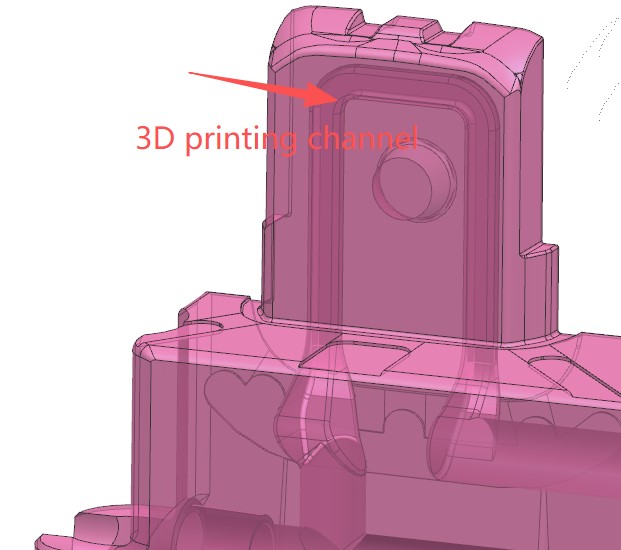
PP material is soft and prone to product deformation. Therefore, sufficient cooling channels are required at this position to mitigate distortion. Due to the extremely limited space here, conventional cooling layout is not feasible. We adopted 3D-printed steel inserts with conformal cooling channels, which greatly improved cooling efficiency and effectively reduced deformation caused by thermal shrinkage.
Adequate cooling has been applied here, yet deformation cannot be eliminated entirely. Fortunately, the deformation is controlled within the tolerance of 0.2 mm.
During mold design, we reserved a 0.3 mm steel allowance for critical deformed areas that require assembly. After mold trial, we will measure the actual deformation data and trim the reserved steel accordingly, to ensure the finished part dimensions meet the customer’s specified tolerance.

Summary
The part may seem simple, but strict requirements for appearance and assembly demand extremely high mold machining precision. We adopt imported DMG CNC machines, Sodick EDM and wire cutters for production, keeping machining tolerance within 0.02 mm.
All components undergo full inspection via CMM after processing to eliminate defects at the early stage and minimize issues during subsequent mold trials. The customer attended the trial run and highly praised our solution of adding 3D-printed cooling inserts to resolve product deformation. Despite the higher costs, the final trial results fully satisfied the client.





