Steering knuckle wrapper Aluminum Alloy 2014 for CNC machining
| Information | |
| Industry | Automotive and aviation |
| Product | Steering knuckle wrapper& Guide roller housing |
| Challenges | Ultra-high precision requirements and the dimensional changes after hard anodizing |
| Technology | CNC turn-mill combination |
| Surface Finish | Black hard anodizing |
| Material | Aluminum Alloy 2014 |
| Quantity | 1 |
| Lead Time | 8 days |

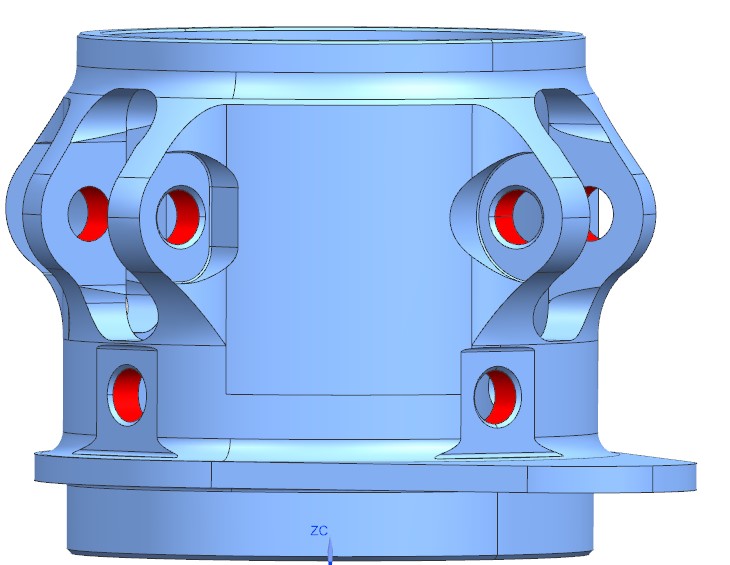
Products Introduction
It is mounted on the journal of aluminum alloy steering knuckle, outer side of hub bearing and exposed precision machined parts of steering knuckle, widely used in passenger cars, trucks and engineering machinery equipment. Aluminum alloy steering knuckle against collision, scratch and deformation. Prevent dust, water and sediment erosion, avoid oxidation and corrosion of aluminum parts. Play a sealing role to retain bearing grease, reduce part wear and abnormal noise. Protect parts during transportation, storage and assembly. Resist external impact and prolong service life of steering knuckle and bearings.
High-quality aluminum alloy such as 6061, 6063 and 2014 is preferred. It is lightweight, moderate in strength and good in toughness. Anodizing treatment can be adopted to improve corrosion resistance and wear resistance without damaging original parts.
High precision in matching size. The inner diameter fits the steering knuckle journal properly with proper tightness. Uniform overall size without deflection and eccentricity. Strict control on roundness and concentricity ensures no looseness and assembly interference. Accurate fitting tolerance enables easy installation and removal.
Material comparision
| Alloy | Main Composition | Tensile Strength(MPa) | Yield Strength(MPa) | Hardness(HB) | Machinability | Corrosion Resistance | Weldability | Typical Application |
| 2014 | Al-Cu-Mg-Si | 420-480 | 280-400 | 105-135 | Excellent | Poor | Poor | Aerospace frame, heavy structural parts |
| 2024 | Al-Cu-Mg | 430-490 | 300-410 | 110-140 | Good | Poor | Poor | Aircraft skin, wing parts |
| 6061 | Al-Mg-Si | 240-310 | 140-270 | 65-95 | Good | Excellent | Excellent | General machinery, profiles, fixtures |
| 7075 | Al-Zn-Mg-Cu | 500-570 | 430-500 | 130-150 | Very Good | Poor | Poor | High-load parts, mold, aerospace components |
About the Black hard anodizing
- Extremely high surface hardness, strong wear resistance
- Excellent abrasion & scratch resistance
- Good corrosion protection
- High insulation performance
- Dense oxide layer, stable size
- Strong adhesion, not easy peeling
Disadvantages
- Low surface smoothness, rough texture
- Poor ductility, easy crack under impact
- Limited complex shape processing
- Higher cost than common anodizing
- Slight dimensional thickness change
- Weak coloring effect, single appearance
Machining Analysis
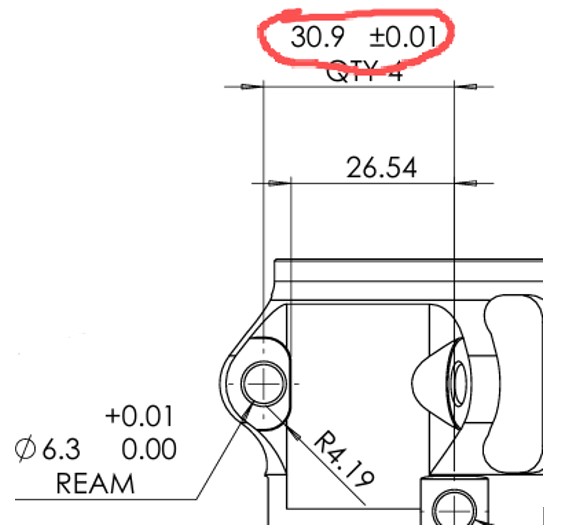
We found that the drawing requires the position tolerance of many holes to be within 0.01mm. Therefore, we need to determine the optimal clamping position during the pre-processing analysis. It is best to finish all machining operations in one single clamping setup.
Otherwise, re-clamping will cause machining position errors. This work highly relies on rich machining experience, and blind processing is not allowed. Even if the parts are finished, they will fail to meet customer specifications. We must ensure all finished products fully comply with 100% tolerance requirements.
Machining Key Features and Solutions
Does hard anodizing change the dimensions of 2014 aluminum alloy parts?
Yes, it definitely does. Hard anodizing will increase the part size obviously.
Single side size increases 0.02-0.025mm after treatment.
It is impossible to reach 0.01mm position tolerance without pre-reserving machining allowance.
Hard anodizing (Type III) on 2014 aluminum alloy causes dimensional growth.
Single side material increase: 0.020–0.025 mm
Diameter change (bilateral): 0.040–0.050 mm
To guarantee final tolerance within 0.01mm:
- Hole diameter pre-machined +0.04~+0.05mm
- Shaft diameter pre-machined -0.04~-0.05mm
- Flat surface pre-machined -0.02~-0.03mm per side
All precision holes must be finished in one clamping setup to avoid cumulative tolerance error.


To verify the dimensional change of 2014 aluminum alloy parts caused by hard anodizing, we implement the following validation process:
- Pre-treatment baseline measurement
First, one process validation part is machined. Before anodizing, a full dimensional inspection is performed. All critical dimensions (holes, shafts, flat surfaces, steps) are 100% measured and recorded as the baseline data.
- Controlled hard anodizing process
The part then undergoes hard anodizing according to the qualified process parameters. The exact time of each step (pre-treatment, anodizing, post-treatment) is accurately recorded to ensure consistent oxide film thickness and avoid dimensional variation caused by process time deviation.
- Post-treatment re-measurement and comparison
After anodizing, the same part is fully re-inspected. The post-treatment dimensions are compared with the pre-treatment baseline to confirm the actual dimensional change. This data is then used to calibrate the machining allowance, ensuring mass production parts meet drawing tolerance requirements stably.
We successfully shipped the final parts to the customer. Following repeated assembly and functional tests, the customer was highly satisfied with both our quality and lead time.
He shared that the part had previously been made by another supplier, who could not achieve the critical 0.01mm tolerance, making assembly testing impossible. After our successful test run, the customer was thrilled—he noted that many other manufacturers had also failed to meet this requirement, making our quality especially impressive to him.





