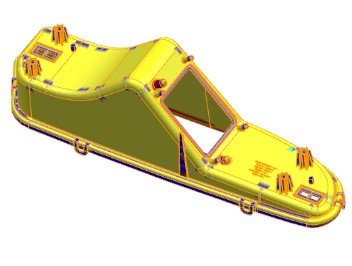
Headlight Housing Base mold
What’s the headlight house base part?

The Function of Automobile Headlight Base, Fix the entire headlight assembly; Vehicle mounting and positioning; Heat dissipation support; Waterproof and dustproof sealing; Impact and vibration resistance;Integrated mounting structure.
Part Name: P81408EB
Number: M742B/M743B
Material : PP-GF40_Polipropileno PPH4GF4
Cavities: 1+1
Steel: 1.2344 HRC48-52
Injection machine: 800T
Cycle time 80S,
Cooling time 40S
Part Thickness Analyses
Part Draft angle information
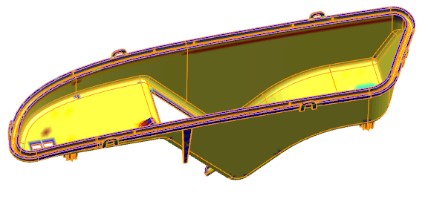
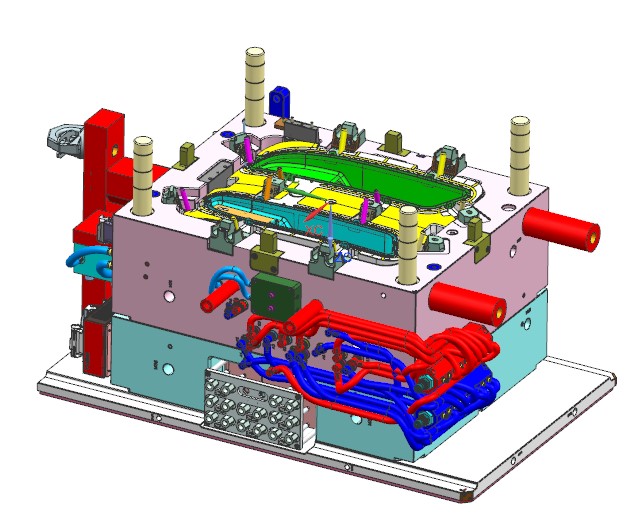
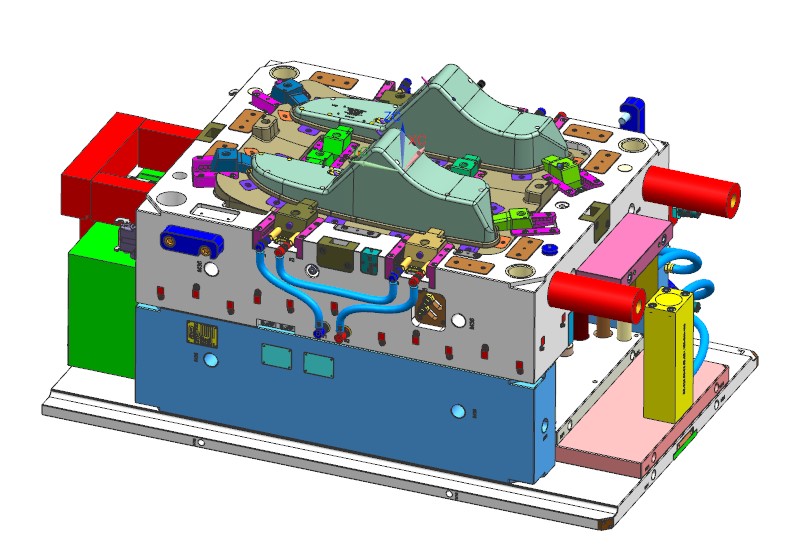
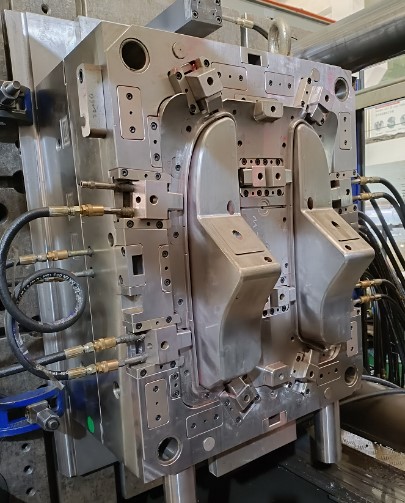
Mold structure
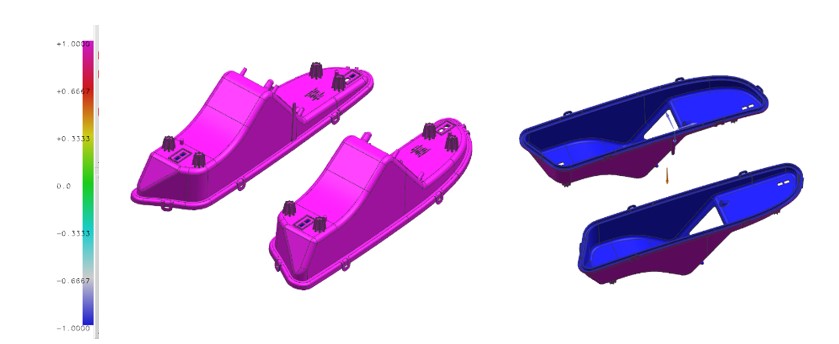
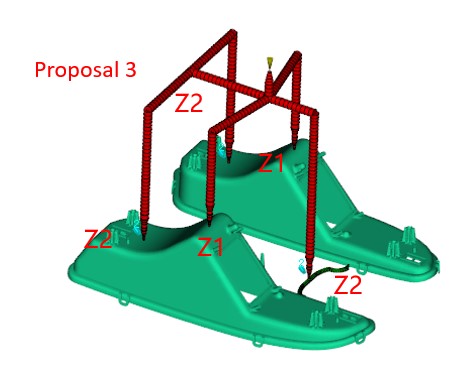
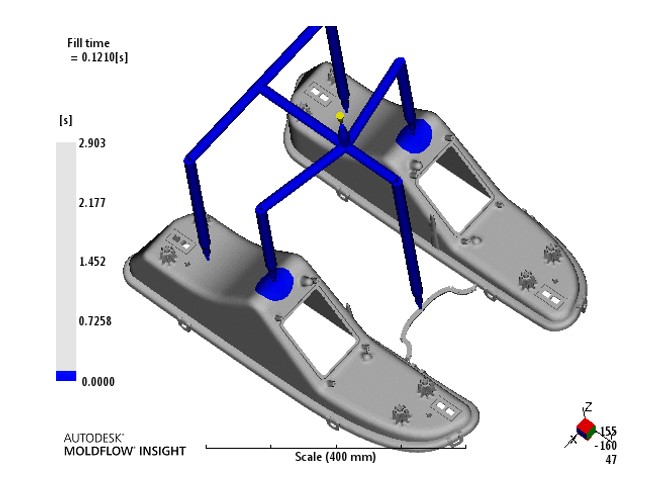
During the mold flow analysis, we discovered product deformation. We asked the mold flow analysis engineer to try various injection methods and different sequences of opening the hot nozzle needle valve to improve the product deformation, thereby finding the most suitable number and location of injection ports.
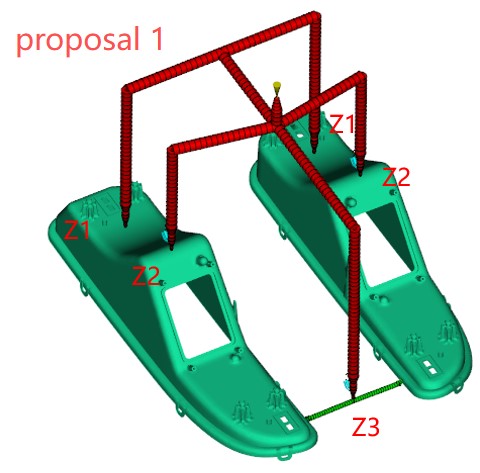
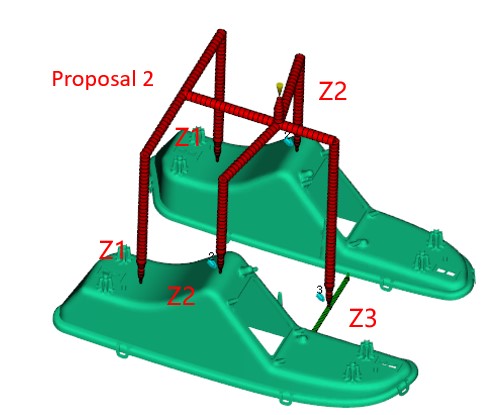
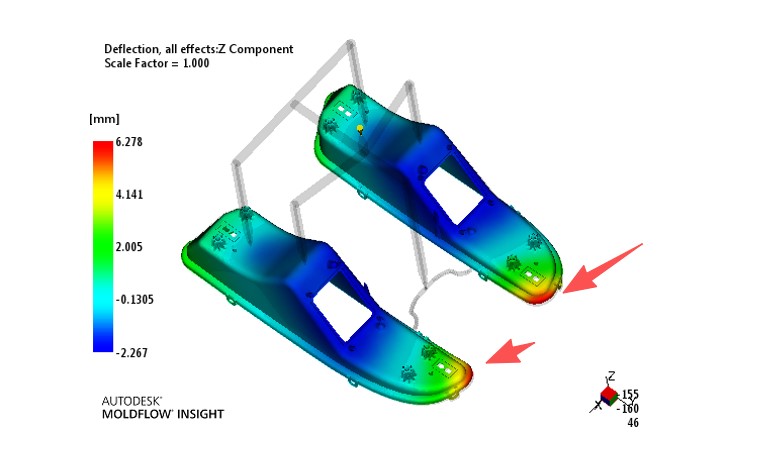
After comparing the mold flow of several schemes, we found that the product deformed significantly in the Z-axis direction. We also improved the cooling system to analyze whether the same deformation still existed. After repeated deliberation and combined with experience, through mold flow analysis verification, we have decided to perform pre-deformation at this location to improve the product’s deformation.
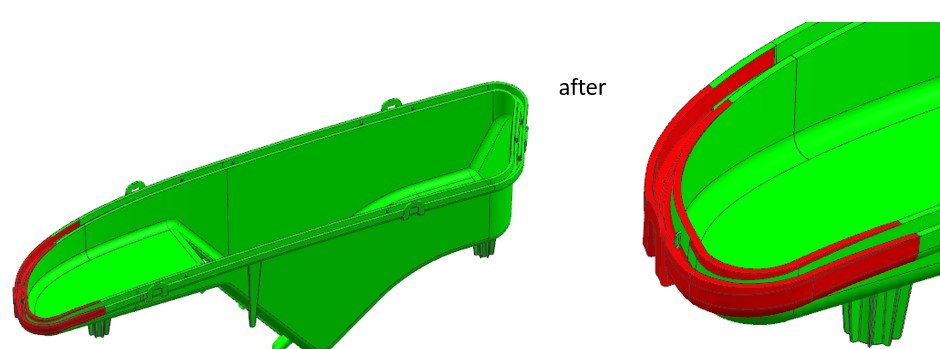
We modified the part adding material on these red surface and changed the parting lines to do the pre-deformation according to the part CMM dimensions.
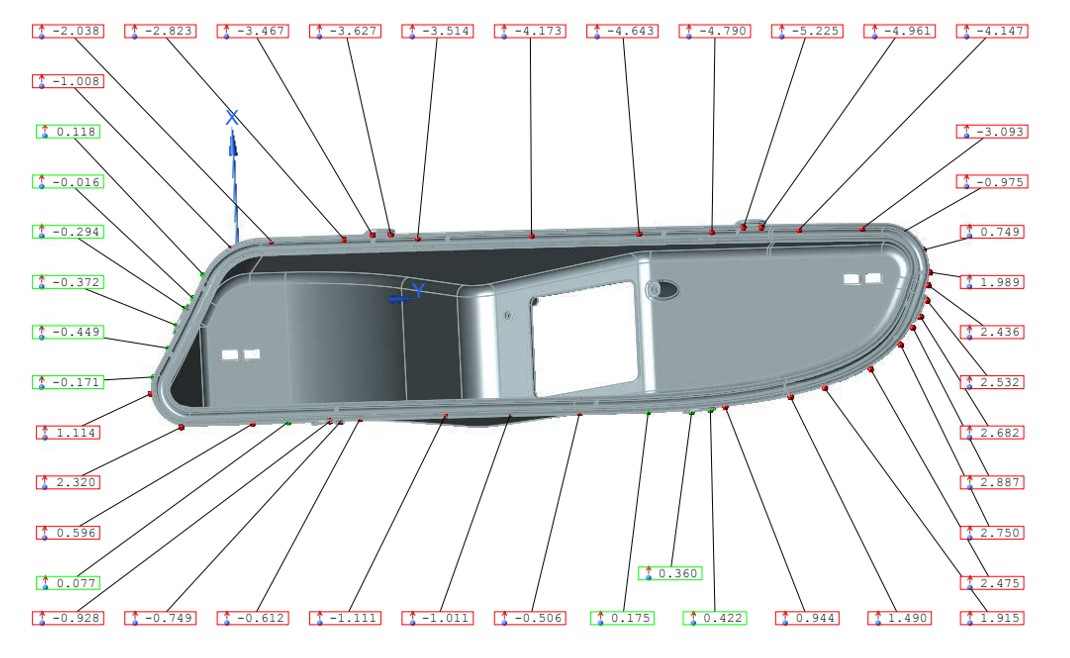
Why need to make pre-deformation on the part?
1, If no pre-deformation is carried out, the product will warp. When the products are assembled together, there will be gaps, which will affect the product’s airtightness and lead to defects. After we perform pre-deformation on the products and conduct mold testing, the product dimensions will be corrected, resulting in excellent product quality and improved assembly and functionality.

If pre-deformation has been carried out but the product is still defective, how should we proceed to correct the mold?
1,Measured the sample and then got the right dimension, Compensate for the defective dimensions by adding or reducing materials. Usually, these defective positions should be fitted with inserts to avoid welding. How can we achieve a stable size? In this case, because for a stable injection molding machine, we need to fix the injection parameters, mold temperature, cooling time, curing material temperature, etc. Only under these constant conditions can we obtain a stable size, and thereby be able to correct and improve the mold. If the injection molding process has not been determined, it is not possible to modify the mold. This is very importance



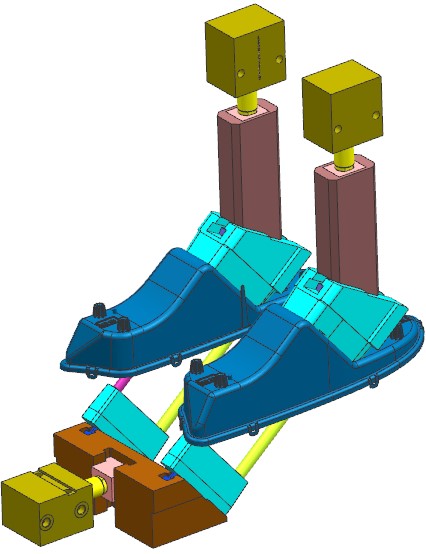
Mold action sequence –
1, Injection
2, Nozzle side – core puller retreats by oil hydraulic cylinder
3, Ejector side – core puller retreats by oil hydraulic cylinder
4, Open the mold
5,Eject the part by oil hydraulic cylinder
6, Ejector plates retracts by oil hydraulic cylinder
7, Close the mold
8, Nozzle side – core puller forwards by oil hydraulic cylinder
9, Ejector side – core puller forwards by oil hydraulic cylinder
10,Injection and repeat the action as above





